



Dundee takes copper into the future
A 12-metre-high ‘green hill’ made of malachite was mined by ancient San peoples at what is today the mining town of Tsumeb.
AUGETTO GRAIG
Evidence from archaeological work at the Matchless mine, about 40 km west of Windhoek, suggests copper smelting was taking place in Namibia some 400 years ago, according to the Environmental Information Service of Namibia. Even long before mining technology was introduced, local people had been smelting copper in anthills, with the aid of charcoal, in the Otavi Mountainland.
In the book ‘Travels in Tropical Africa’, published in 1852 by Sir Francis Galton, he mentions encounters with San and Aawambo communities who were transporting copper ore in the Otavi Mountainland.
More recently Richard Viljoen wrote in ‘Africa’s Top Geological Sites’ that the Otavi Mountainland is an important mineral province covering some 10 000 km² and mining of its copper, lead, zinc and vanadium resources has been an important economic activity in Namibia for hundreds of years. He says about 600 different mineral deposits occur in the area, which featured a 12-metre-high ‘green hill’, a secret kept by the Hai//Om San for centuries.
The hill was almost pure malachite, a bright green mineral consisting of hydrated basic copper carbonate, and represented the outcrop of the subsequently famous Tsumeb ore body. The San would mine the copper and trade it to the Aawambo tribes from the north, who valued the metal very much. Both the Aawambo and the Damara societies learned the art of copper smelting but the secret was guarded jealously.
The Tsumeb ore pipe has been mined going back to prehistoric times but because of the scarcity of water in this area, ore trading took place at the nearby Lake Otjikoto. San people were based in this area and the Aawambo came from the far north to trade copper ore. When the Aawambo arrived, a fire was lit at the Trading Tree to signal to the San that the ore buyers had arrived. According to local history enthusiast Margo Bishop, hand-forged axes, knives, spears, arrowheads, pots, salt and glass beads were spread out beneath the tree and the San then laid out their wares consisting of copper ore, sinew strings and ostrich eggs. Neither could understand the other’s language, so trading was done in silence. With the trading completed, the Aawambo smelted the ore on the spot in termite mounds. The San chief guarded the malachite hill and would fire arrows at anyone who attempted to steal the ore.
Matthew Rogers is on record as having said on 12 January 1893, upon his arrival at the ‘green hill’: “In the whole of my experience, I have never seen such a sight as was presented before my view at Tsumeb, and I very much doubt that I shall ever see another one like this in any other locality.”
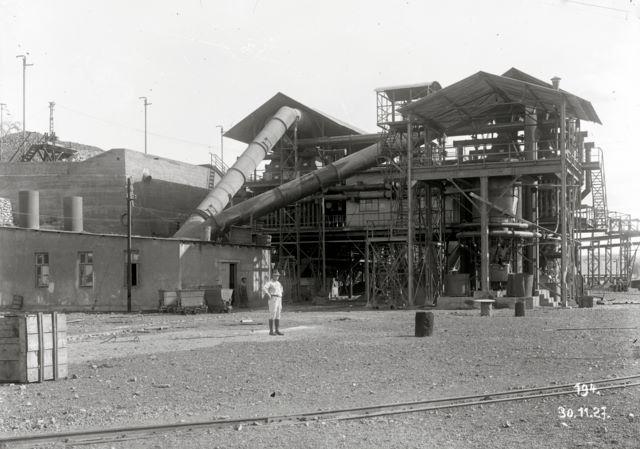
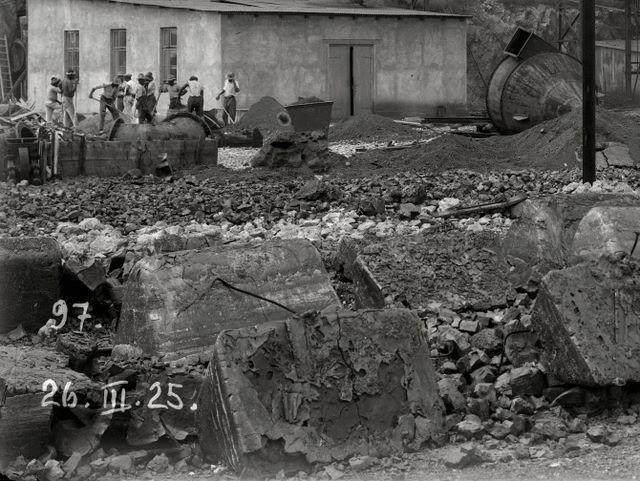
That same year Europeans started what would become the Tsumeb Mine, extracting more than 25 million tonnes of mineral ore between 1905 and 1990. The Otavi Minen- und Eisenbahn-Gesellschaft (OMEG), also known as the Otavi Mine and Rail Company, was founded in Berlin, Germany, in 1900 and completed a railway connection between Tsumeb and the coast by 1906. The first smelter at Tsumeb began production in 1907, according to Viljoen.
The current Tsumeb Smelter was built from 1960 to 1962 and commissioned in 1963. Tsumeb Corporation Limited (TCL) commissioned the smelter plant under an American mining company, Newmont Mining Corporation. It featured an integrated copper and lead section, with refinery, and smaller plants that produced cadmium and arsenic trioxide as byproducts.
Production officially started in March 1964 and at that stage the smelter produced more than 3 500 tonnes of copper and 6 000 tonnes of lead per month. By 1986 the smelter was also producing sodium antimonite for export.
It was designed to treat complex ores containing high levels of copper, lead, zinc, arsenic and cadmium. There were environmental and health challenges during the 1980s and 1990s due to specific gas emissions which were above international standards. A new furnace was built and commissioned in 1996 to treat lead and was re-commissioned in 2008 for copper treatment.
In 1988, TCL was taken over by Gold Fields South Africa and administered by Gold Fields Namibia (GFN). Approximately six years later, the lead smelter was closed permanently. In 1996 TCL’s mining and smelting operations came to a standstill following a prolonged labour strike which ultimately led to the closure and liquidation of GFN in 1998.
In March 2000, Namibia’s High Court accepted an offer from Ongopolo Mining and Processing Limited (OMPL) to take over GFN’s mines as well as the smelter plant in Tsumeb. From 2000 to 2008, only the copper section was operational and the arsenic plant was run on a small scale.
In July 2006 Weatherly Mining International acquired OMPL. In December 2008 Weatherly suspended all mining operations because of a major decline in the world copper price and only kept the Tsumeb smelter operational.
The current owners, Dundee Precious Metals from Canada, bought the smelter from Weatherly Mining in March 2010. Production capacity has since been increased from 147 000 tonnes of concentrate in 2010 to 240 000 tonnes per year by 2016.
The facility consists of a primary smelting furnace, the Ausmelt furnace, two Peirce Smith Converters, bag houses and cooling towers, a slag milling plant, two high-voltage distribution substations, a materials handling facility, two oxygen plants, a fume extraction system and a sulphuric acid plant. The smelter employs approximately 800 people.
The smelter is one of only a few in the world that can treat complex copper concentrates. Blister copper and sulphuric acid are smelter products. The blister copper is delivered to refineries in Europe and Asia for final processing to copper metal. Sulphuric acid is a critical component in the mining industry, particularly for uranium and copper production. The Tsumeb smelter produces 98.5% pure copper blister. With its ability to treat complex copper concentrates, it is transitioning from receiving mainly Dundee concentrates into a toll treatment facility, according to the company website.
A new oxygen plant was commissioned in February 2014 to increase the efficiency of the furnace and delivers up to 405 tonnes of oxygen per day. This increase allowed operating rates to move from 150 000 tonnes to 240 000 tonnes of concentrate a year, with sufficient oxygen for an ultimate capacity of 370 000 tonnes, subject to additional plant changes, says Dundee.
Fume capture hoods and baghouses to alleviate release of arsenic containing fugitive gasses to the atmosphere were installed in 2012 and 2013. A sulphuric acid plant was commissioned in 2015, the sulphuric acid produced is sold to Rössing Uranium and Tschudi Copper in Namibia.
Two new Peirce Smith copper converters were commissioned in the first quarter of 2016. The new copper converters are fitted with tight-sealing, water-cooled primary hooding as well as secondary hooding to minimise the uncontrolled release of fugitive gas containing SO2 into the atmosphere. The off-gas from the Ausmelt furnace and the Peirce Smith converters is treated in the sulphuric acid plant, removing sulphur dioxide before the cleaned gas is vented into the atmosphere. In this way, the smelter can now take a byproduct of copper production and turn it into something of value for Namibia.
Evidence from archaeological work at the Matchless mine, about 40 km west of Windhoek, suggests copper smelting was taking place in Namibia some 400 years ago, according to the Environmental Information Service of Namibia. Even long before mining technology was introduced, local people had been smelting copper in anthills, with the aid of charcoal, in the Otavi Mountainland.
In the book ‘Travels in Tropical Africa’, published in 1852 by Sir Francis Galton, he mentions encounters with San and Aawambo communities who were transporting copper ore in the Otavi Mountainland.
More recently Richard Viljoen wrote in ‘Africa’s Top Geological Sites’ that the Otavi Mountainland is an important mineral province covering some 10 000 km² and mining of its copper, lead, zinc and vanadium resources has been an important economic activity in Namibia for hundreds of years. He says about 600 different mineral deposits occur in the area, which featured a 12-metre-high ‘green hill’, a secret kept by the Hai//Om San for centuries.
The hill was almost pure malachite, a bright green mineral consisting of hydrated basic copper carbonate, and represented the outcrop of the subsequently famous Tsumeb ore body. The San would mine the copper and trade it to the Aawambo tribes from the north, who valued the metal very much. Both the Aawambo and the Damara societies learned the art of copper smelting but the secret was guarded jealously.
The Tsumeb ore pipe has been mined going back to prehistoric times but because of the scarcity of water in this area, ore trading took place at the nearby Lake Otjikoto. San people were based in this area and the Aawambo came from the far north to trade copper ore. When the Aawambo arrived, a fire was lit at the Trading Tree to signal to the San that the ore buyers had arrived. According to local history enthusiast Margo Bishop, hand-forged axes, knives, spears, arrowheads, pots, salt and glass beads were spread out beneath the tree and the San then laid out their wares consisting of copper ore, sinew strings and ostrich eggs. Neither could understand the other’s language, so trading was done in silence. With the trading completed, the Aawambo smelted the ore on the spot in termite mounds. The San chief guarded the malachite hill and would fire arrows at anyone who attempted to steal the ore.
Matthew Rogers is on record as having said on 12 January 1893, upon his arrival at the ‘green hill’: “In the whole of my experience, I have never seen such a sight as was presented before my view at Tsumeb, and I very much doubt that I shall ever see another one like this in any other locality.”
That same year Europeans started what would become the Tsumeb Mine, extracting more than 25 million tonnes of mineral ore between 1905 and 1990. The Otavi Minen- und Eisenbahn-Gesellschaft (OMEG), also known as the Otavi Mine and Rail Company, was founded in Berlin, Germany, in 1900 and completed a railway connection between Tsumeb and the coast by 1906. The first smelter at Tsumeb began production in 1907, according to Viljoen.
The current Tsumeb Smelter was built from 1960 to 1962 and commissioned in 1963. Tsumeb Corporation Limited (TCL) commissioned the smelter plant under an American mining company, Newmont Mining Corporation. It featured an integrated copper and lead section, with refinery, and smaller plants that produced cadmium and arsenic trioxide as byproducts.
Production officially started in March 1964 and at that stage the smelter produced more than 3 500 tonnes of copper and 6 000 tonnes of lead per month. By 1986 the smelter was also producing sodium antimonite for export.
It was designed to treat complex ores containing high levels of copper, lead, zinc, arsenic and cadmium. There were environmental and health challenges during the 1980s and 1990s due to specific gas emissions which were above international standards. A new furnace was built and commissioned in 1996 to treat lead and was re-commissioned in 2008 for copper treatment.
In 1988, TCL was taken over by Gold Fields South Africa and administered by Gold Fields Namibia (GFN). Approximately six years later, the lead smelter was closed permanently. In 1996 TCL’s mining and smelting operations came to a standstill following a prolonged labour strike which ultimately led to the closure and liquidation of GFN in 1998.
In March 2000, Namibia’s High Court accepted an offer from Ongopolo Mining and Processing Limited (OMPL) to take over GFN’s mines as well as the smelter plant in Tsumeb. From 2000 to 2008, only the copper section was operational and the arsenic plant was run on a small scale.
In July 2006 Weatherly Mining International acquired OMPL. In December 2008 Weatherly suspended all mining operations because of a major decline in the world copper price and only kept the Tsumeb smelter operational.
The current owners, Dundee Precious Metals from Canada, bought the smelter from Weatherly Mining in March 2010. Production capacity has since been increased from 147 000 tonnes of concentrate in 2010 to 240 000 tonnes per year by 2016.
The facility consists of a primary smelting furnace, the Ausmelt furnace, two Peirce Smith Converters, bag houses and cooling towers, a slag milling plant, two high-voltage distribution substations, a materials handling facility, two oxygen plants, a fume extraction system and a sulphuric acid plant. The smelter employs approximately 800 people.
The smelter is one of only a few in the world that can treat complex copper concentrates. Blister copper and sulphuric acid are smelter products. The blister copper is delivered to refineries in Europe and Asia for final processing to copper metal. Sulphuric acid is a critical component in the mining industry, particularly for uranium and copper production. The Tsumeb smelter produces 98.5% pure copper blister. With its ability to treat complex copper concentrates, it is transitioning from receiving mainly Dundee concentrates into a toll treatment facility, according to the company website.
A new oxygen plant was commissioned in February 2014 to increase the efficiency of the furnace and delivers up to 405 tonnes of oxygen per day. This increase allowed operating rates to move from 150 000 tonnes to 240 000 tonnes of concentrate a year, with sufficient oxygen for an ultimate capacity of 370 000 tonnes, subject to additional plant changes, says Dundee.
Fume capture hoods and baghouses to alleviate release of arsenic containing fugitive gasses to the atmosphere were installed in 2012 and 2013. A sulphuric acid plant was commissioned in 2015, the sulphuric acid produced is sold to Rössing Uranium and Tschudi Copper in Namibia.
Two new Peirce Smith copper converters were commissioned in the first quarter of 2016. The new copper converters are fitted with tight-sealing, water-cooled primary hooding as well as secondary hooding to minimise the uncontrolled release of fugitive gas containing SO2 into the atmosphere. The off-gas from the Ausmelt furnace and the Peirce Smith converters is treated in the sulphuric acid plant, removing sulphur dioxide before the cleaned gas is vented into the atmosphere. In this way, the smelter can now take a byproduct of copper production and turn it into something of value for Namibia.
Comments
Namibian Sun
No comments have been left on this article